| 新聞資訊 | 發布日期:2023-5-15 發布者(zhě):91视频入口(yě)精工 |
擠出平膜法成型模具
塑料平膜、片、板之(zhī)間的厚度界線,沒有統一的規定。一般地,品厚度小於0.25mm的稱為海膜;厚度大(dà)於0.25m小於m 的稱為片;厚度大Flmm的稱為板。這一類(lèi)製品的擠出成型,首光是(shì)經過模具,成型略大於製(zhì)品寬度和厚度的(de)尺寸型坯,然後經三輥壓光、冷卻定(dìng)型《流延法成型是經過(guò)冷卻輥降溫定型),再經(jīng)牽引、冷(lěng)卻、切邊(biān)等工序,完成製品的擠出成型生產工作。擠出成型平模、片、板製品常(cháng)用的模具結構有鼓管(guǎn)型、魚尾型、衣架型和(hé)分配型等。成(chéng)型這(zhè)類製品用模(mó)具結構有很多相(xiàng)似之處,它們的結構特點如下:
1) 模具中的熔融料流動空腔主要(yào)由上、下模(mó)板組成,由多個螺栓緊固兩零件的位置。
2) 模具中熔融料出口的模唇位置,整個幅寬都設置有均勻分布的調節螺(luó)釘,生產初期用以調整上、下模唇間的間隙,使其接(jiē)近相等,以保證擠出唇口的薄片製品厚度尺寸,符合質量要求。
3) 為使進入模具空腔內的熔融料在擠出模唇口前,在整(zhěng)個模唇寬度上的流量、壓力及流速接近相(xiàng)等,空腔中還設置一個橫向(xiàng)貫穿模具的凹槽,以滿足上述擠出熔融料對流量、壓力及流這近一致的需要(yào)。
4) 模具體內外設置有加熱器,以滿足成型製品對工藝溫度(dù)的要求讚具結構基日結構零數的確定。歧型模具結構中的技管半徑一般在模具結構(gòu)基本參數的確定管型模具省時的(de)由於被具內料被多(duō),而體擠出口模的科流節m”範圍內進排,假(jiǎ)大(dà)偵時的為為性。這種較大的營半段此較適合於熱也是定的從而保班了製品成型盡(jìn)流動性又不太好的VC 料擠出成型,被(bèi)具中的域定徑就應選小些,一般在15mm左右。當然,如(rú)果製品(pǐn)的寬度和厚度尺寸較大用料量較大,則這個半(bàn)徑(jìng)值也應隨之增大些,才適合生產的需要(yào)。
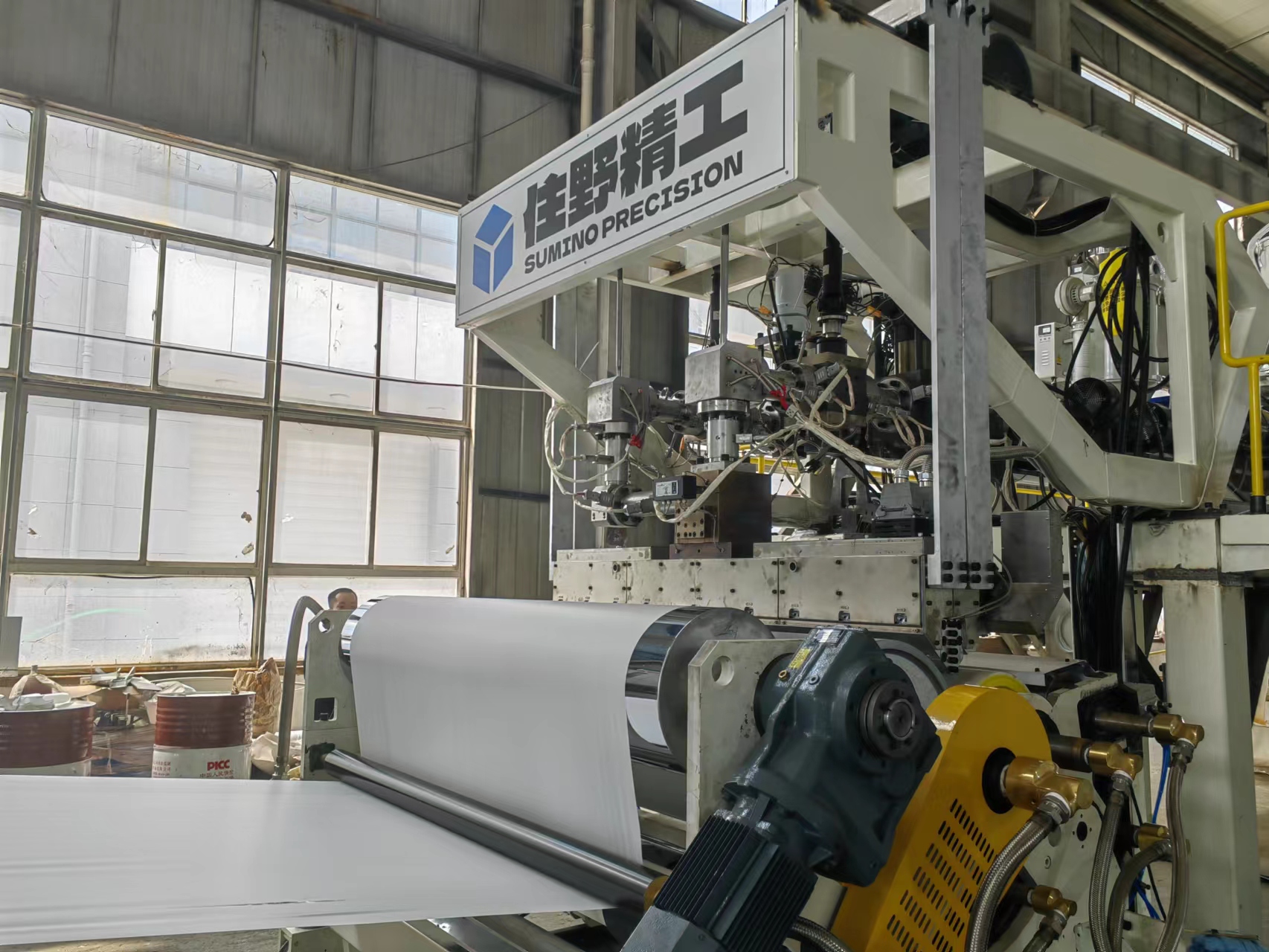
南京91视频入口精工機械有限(xiàn)公司有專業的流延膜生產線(xiàn),公司主營的流延膜製造生產線有:TPU熱熔(róng)膠膜生產線,CPP/CPE流延膜生產線(xiàn),EVA太陽能封裝膠膜生產線,PE衛(wèi)生透氣膜生產線,PVDF流延膜生產線,PP三(sān)維立體薄膜生產線,醫用血液淨化薄(báo)膜生產線,多層共擠阻隔(gé)膜生產線,LLDPE纏繞膜生產線等(děng)。