

| 新聞資訊(xùn) | 發布日(rì)期:2021-8-11 發布者:91视频入口精工 |
1. 單螺杆擠出機結構
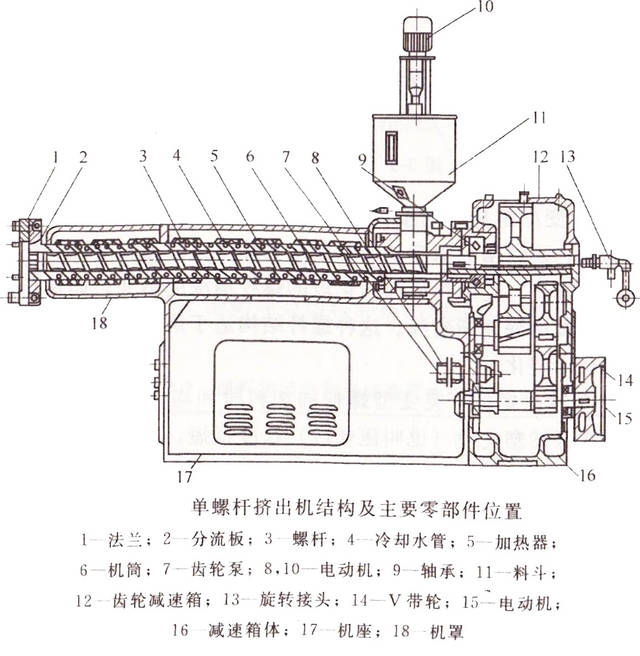
單螺(luó)杆擠出機(jī)的結構組成見圖2-2.它主要由擠出塑化係統、傳動係統、供料係統、加熱(rè)冷卻(què)係統和控製係統五大部分組成。
單螺杆擠出(chū)機的(de)結構組成
1-連接模具法蘭 2-分流板 3-螺杆(gǎn) 4-冷卻水管 5-加熱器6-機筒 7-齒輪泵 8、10-電動機 9-滾柱軸承 11-進料鬥12-齒輪減速器 13-旋轉接頭 14-V帶輪 15-主電動機(jī)16-減速器體 17-機體 18-安全防護罩
2.擠出塑(sù)化係統
擠出(chū)機的塑(sù)化係統是(shì)擠出機設備中(zhōng)的主要部位。它的功能是把原(yuán)料從這裏經擠壓、加熱,由固態轉(zhuǎn)變為塑化熔融態,然後從機(jī)筒前端的分(fèn)流(liú)板(也叫多孔板)等量、等壓地均勻擠出,進人成型製品模具。
(1)螺杆
1)螺杆的結構。
螺杆是擠出機的(de)重要零件(jiàn),它的直徑尺寸代表擠出機的規格;對其(qí)結(jié)構型式(shì)的選擇應用是保證塑料樹脂塑化質量的主要條件之一。常用螺杆(gǎn)的結構型式有漸變型螺杆和突變型螺杆。

常用螺杆的(de)結構型式
a)漸變型螺杆 b)突變型螺杆
漸變型螺杆的結構特點是螺杆的螺紋部分螺距相等,螺紋槽的深度從加料段向均化(huà)段由(yóu)深逐漸變淺。還有一種漸變型螺杆,加料段和均化段的螺紋槽深度不變,而塑化段的螺紋(wén)槽深度由深逐漸變淺。這種螺(luó)杆結構適用於聚氯乙烯等非結晶(jīng)型塑料(liào)的擠出塑化。
突變型螺杆的(de)加料段和均化段螺紋槽深度不變,而螺杆的塑化段(duàn)(也(yě)叫(jiào)壓塑段)長度很短,這段的螺紋(wén)槽深是突(tū)然由深變淺。這種螺杆結構適用於聚烯烴等結晶型塑料的擠出成型。
①螺杆直徑。
是指(zhǐ)螺杆螺紋部(bù)分(fèn)的(de)外圓直徑,用D表示,單位為mm.螺杆直徑既能表(biǎo)示擠出機的規格大(dà)小,也與擠出機生產塑(sù)料製品的規格尺寸大(dà)小有關。
②長徑比。
是指(zhǐ)螺杆的(de)螺紋部分(fèn)長度與(yǔ)直徑的比值,即L/D.JB/T 8061-2011標準(zhǔn)中規定,螺杆的長徑比值(20~30):1範圍內。一般(bān)情況下,聚(jù)氯乙烯等非結晶型塑料的擠出塑化用螺(luó)杆,其長(zhǎng)徑比值在(20~25):1範圍內;聚烯烴類塑料的擠出塑化用螺杆,取長徑比值在(25~30):1範圍內。擠出塑化原(yuán)料時,取長徑(jìng)比值的大值時,有利於原料的塑化,可提高螺杆的工作轉速,則可提高擠出機的產量;但是,過大的長徑比值(zhí)會使螺杆(gǎn)長度增加,這給(gěi)螺杆的切削加工和熱(rè)處理帶來較大的難度。
③螺(luó)紋部(bù)分(fèn)的分段。
按螺杆(gǎn)工作轉(zhuǎn)動時的功能作(zuò)用,把螺紋部(bù)分分為加料段L1、塑化段L2和均(jun1)化段(duàn)L3,加料段接受料鬥供料,隨著螺杆的轉動,把原料輸送(sòng)給塑化段。

南京91视频入口精工(gōng)機械有(yǒu)限公司[1]是一家集科研、生產、銷售(shòu)於一體的高科技企業(yè),一貫堅持誠信(xìn)、平等、客戶利益至上的經營理念,為了更好地提升設備的品質,步入更專業化規範化(huà)的生產軌道。我們(men)分別(bié)成(chéng)立了塑料片(piàn)材板材、流延(yán)、雙向拉伸、非織造無紡布熔噴布、淋膜複合和再生(shēng)造(zào)粒環保回收係(xì)統等六大(dà)類設備的獨立研(yán)發技術中心和生產部門。提供專業的全套技術方案以滿(mǎn)足每位客戶的特殊使用需求。
地址:南京市江寧區秣陵街道開拓路11號南京91视频入口精工機(jī)械有限公司
聯係人:李生13476699931
